钣金在制造业中的重要性不言而喻,由于钣金工艺的特殊性,使得传统测量对钣金零件的检测(检验、测量)不能完全满足,机器视觉技术的应用既解决了钣金零件的精确测量问题,同时实现了钣金零件的逆向工程,本主要介绍钣金件视觉检测的实现过程。现代制造业越来越趋于“多品种、小批量”的特点,而钣金加工领域对生产的柔性要求也越来越高。生产环节既包括加工(冲压、激光切割、折弯等)、表面处理和装配等,又包括零件在整个制造周期过程中的检测。钣金零件的首件检测非常重要,它直接影响到整个制造环节的质量和效率。传统的平面零件检测通过游标卡尺、模板或者是三坐标测量机进行。但是由于钣金零件的特殊性,传统测量方式很难完全满足测量要求,尤其对于大尺寸零件和复杂零件更是如此(例如多孔零件、复杂曲线等)。
丰田六轴外观视觉检测机器人

CNC机床钣金

一、三坐标测量机能够对某些尺寸进行精确测量,但是对于钣金零件的全面检测还是无能为力,其局限性包括:
1)无法测量零件的全部轮廓
2)测量速度极慢
3)某些项目无法有效测量
4)操作复杂,需要专门操作人员
5)工作环境要求很高,无法实现生产现场测量
CNC加工中心防水板
二、丰田六轴视觉钣金零件检测系统解决了以上全部问题。
钣金零件检测系统专门为平面钣金零件检测而开发,其原理如下:
采用超高分辨率的数码成像系统,瞬间获取整个工作台面上零件的数千万个测量数据,通过计算机处理,生成零件的实际轮廓图,与零件的标准CAD图进行贴合对比,用不同颜色显示各部位尺寸偏差,零件的加工精度一目了然。同时可显示或打印零件的检测报告,快速完成零件的检测。整个检测过程仅仅需要15秒。
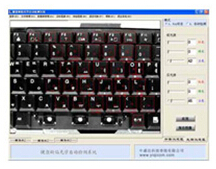
丰田通商钣金视觉检测系统的零件检测过程如下:
1)放置待测零件于工作台
2)调入待测零件对应的CAD图形文件(测量基准)
3)通过数码相机获取零件的实际轮廓(图中的绿色轮廓)
4)将测量图与零件的CAD图形进行贴合对比
5)设置彩色偏差带,通过不同颜色代表不同的偏差范围
6)显示零件的偏差状态
7)生成检测报告
8)保存检测结果,完成检测任务。
三、丰田机器钣金零件视觉检测系统有以下特点:
1)测量速度快:平均检测时间为15秒,远远快于其它任何检测设备.
2)测量范围广:测量内容包括零件的全部轮廓的全部尺寸,任何轮廓、任何尺寸均可瞬间测得.
实测零件和零件的原始CAD图形进行全方位的比较,所有超差部位、多余加工部位、漏加工部位均可一次得到.
3)检测报告:全面的测量结果可以立即打印成正式的检测报告.
4)逆向工程:复杂的产品样件快速生成CAD图形,直接进行编程和加工.
5)操作简单:任何机床(转塔冲床、激光切割机等)操作员均可直接操作mvc钣金零件测量机.
6)适应最苛刻的现场加工环境:丰田检测系统可以在车间现场正常运行,测量精度不受任何外界震动、粉尘、油污和工作台划伤等的影响.
四、采用丰田视觉检测系统将大大缩短传统首件检测的时间,并且能够精确测量零件的全部轮廓。检测手段的革命性变化将给整个钣金制造环节带来直接帮助。
1、提高加工设备的综合有效利用率(OEE):
由于钣金零件几乎都需要首件检测,所以首件检测时间的缩短将明显缩短机床的停机等待时间并相应提高机床有效利用率。
2、最大程度地避免批次性报废:
由于首件检测的精度提高,并且检测范围足以覆盖零件的全部轮廓和尺寸,所以基本避免了由于首件不合格造成的产品批次报废。目前钣金零件批次报废的首要原因就是首件漏检,而产生漏检的原因包括:
1)编程错误;
2)错误的模具;
3)模具安装错误(工位、角度等);
4)激光割缝补偿错误;
5)机床磨损;而导致的尺寸偏差等等。。。
3、批次性报废的严重后果:
批次性报废对于钣金制造厂的影响非常大,其中包括以下方面:
1)严重影响交货期:
由于批次性报废往往是在其它工序甚至最后工序发现,因此导致无法正常交货;
2)产生严重浪费:
板材浪费;
机床(包括机床、耗材、电力等)的浪费;
工人工时的浪费;
3)管理成本的增加:
批次性报废将使生产的管理成本大幅增加。
4、快速响应:
逆向功能将快速实现产品从样品到批量成品的复制加工。传统的逆向工程往往采取人工测绘的方式,速度慢、精度差,并且需要反复试制、修改才能得到最终的CAD图形。而检测系统则在平均1分钟之内即可得到样件的CAD图型,并且保证高精度!